AUTO AUTO AUTO - Wir bauen eine AUTO-FABRIK in Minecraft hetzner
Komplexe Autofabrik in Minecraft entsteht



Transkription
Ein umfassendes Projekt zur Errichtung einer komplexen Autofabrik in Minecraft wurde realisiert. Kern des Systems ist die Just-in-Time-Belieferung der Montagestationen, die eine reibungslose Produktion gewährleisten. Nach dem erfolgreichen Aufbau der Vormontage wurde der automatisierte Transport der Fahrwerke zur Endmontage implementiert.

Minecraft
Einleitung und Systemplanung
00:03:03
Der Stream beginnt mit einem herzlichen Willkommen und einem Überblick über den aktuellen Projektstand. Der Fokus liegt auf dem Bau einer komplexen Autofabrik in Minecraft mit dem Ziel, diese einer echten Autofabrik nachzuempfinden. Nach dem Begrüßungsphase wird das Prinzip der automatischen Auftragsgenerierung erklärt. Ein Takt-System wird genutzt, um Bestellungen zu erstellen und die ersten Konstruktionen zu aktivieren. Es werden die Herausforderungen der Materialversorgung und der Steuerung der einzelnen Fabrikstationen erörtert. Zudem wird ein Just-in-Time-Lieferprinzip als Kernkonzept für die Fabrik etabliert.
Konstruktion der ersten Montagestation
00:07:08
Der Streamer setzt den Takt der Fabrik manuell, um die Funktionsweise zu testen. Ein erster erfolgreicher Auftrag wird erstellt und das System aktiviert. Die Konstruktion beginnt, Teile zu montieren. Es wird jedoch schnell erkannt, dass eine Sensorik notwendig ist, um zu detektieren, wann ein Fahrzeugteil an einer Station ankommt. Nach der Überwindung technischer Hürden wird die Station konfiguriert, um ein Teil, das Radial Chassis, zu montieren. Dazu wird ein Deployer genutzt, der das Teil nach unten bewegt und einbaut.
Implementierung der Just-in-Time-Lieferung
00:13:46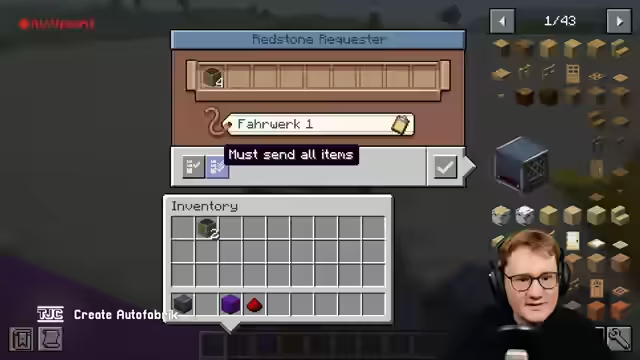
Ein entscheidendes System wird eingeführt: Just-in-Time-Belieferung der einzelnen Fabrikstationen. Das bedeutet, dass die benötigten Teile exakt dann an der richtigen Station eintreffen müssen, wenn sie benötigt werden. Dafür wird ein neues Netzwerk für die Fabrik erstellt. Mit dem Redstone Requester wird eine Bestellung an das Zentrallager gesendet, die die vier Radial Chassis für das erste Auto liefert. Die Teile werden über ein Chain-Conveyor-System direkt zur ersten Station geliefert und dort mit einem Mechanical Arm in die Konstruktion eingesetzt.
Erster automatischer Produktionslauf
00:38:51
Nachdem die erste Station konfiguriert und die Roboterarme mit den Blaupausen für die Teile ausgestattet sind, wird die gesamte Fabrik wieder in Betrieb genommen. Es werden drei Autobestellungen hintereinander aufgegeben. Der Prozess läuft reibungslos: Das erste Fahrzeug fährt zur Station, die Teile werden just in time geliefert, vom Roboterarm montiert und das Fahrzeug fährt zur nächsten Station. Gleichzeitig werden die Teile für das nächste Fahrzeug bestellt und zur Position gebracht, wodurch das gesamte System einsatzfähig und funktionierend demonstriert wird.
Projektskizze und Ausblick
00:45:05Nach einer kurzen Pause fasst der Streamer das Projekt und das bisher erreichte zusammen. Er erklärt die Architektur der Fabrik: Ein Minecart mit einer Konfiguration fährt durch die Produktionslinie, die via Schalter festlegt, wie das Auto aussehen soll. Das Prinzip der Just-in-Time-Lieferung wird erneut betont. Der Fokus für den nächsten Schritt liegt darauf, die zweite Station zu bauen, wo die Räder auf das Fahrwerk montiert werden sollen. Die Komplexität des Systems und die Vision einer vollständig automatisierten Produktion werden hervorgehoben.
Planung der Fabriksteuerung und Lagerhaltung
00:48:37Ein zentraler Aspekt der Fabrikplanung ist das Konzept der Stoppbarkeit und des Lagerhaltens. Die gesamte Anlage ist so konzipiert, dass sie bei einem Leerlauf des Lagers oder Lieferproblemen angehalten werden kann. Dies ist entscheidend, da ein Produktionsstopp auftritt, wenn Bauteile nicht rechtzeitig an einer Montagestation eintreffen. Der Taktgeber der Fabrik, ein Timer, der alle 14 bis 15 Sekunden einen Produktionsschritt auslöst, ermöglicht eine normierte und steuerbare Produktionsgeschwindigkeit. Die Planung zielt darauf ab, ein Notstopp-System zu implementieren, um die gesamte Fabrik jederzeit abschalten zu können.
Implementierung des Just-in-Time-Prinzips
00:49:58
Es wird das Just-in-Time-Prinzip für die Zulieferung von Bauteilen, speziell der Autoreifen, implementiert. Sobald ein Auftrag für ein Auto erstellt wird, wird ein Bestellvorgang für die benötigten Reifen ausgelöst. Diese werden über ein Fabriknetzwerk mit Targets und Frogports spezifisch an die Montagestation geliefert. Durch die Verwendung von Redstone-Signalen und Puls-Repeatern wird sichergestellt, dass die Arme, die die Reife montieren, erst nach einer kontrollierten Verzögerung aktiviert werden. Dadurch werden die Teile zur richtigen Zeit am richtigen Ort angeliefert und montiert.
Testlauf und Optimierung der Montagestation
01:01:21
Nach dem Zusammenbau der Reifen-Montagestation erfolgt ein Test mit zwei Aufträgen, um die Funktionstüchtigkeit des Systems zu überprüfen. Während des Tests wird festgestellt, dass die Reifen zu tief montiert wurden, was zu einem Blockierungsfehler führte. Nach der Korrektur der Montagehöhe werden weitere Tests durchgeführt. Es zeigt sich, dass das Just-in-Time-System erfolgreich funktioniert, bei drei aufeinanderfolgenden Aufträgen werden jedoch Probleme mit der Item-Lieferung festgestellt. Grund dafür ist, dass ein Frogport falsch benannt wurde, was zu einer fehlerhaften Zustellung und der Ansammlung von Teilen führte.
Aufbau des 3D-Drucksystems für Fahrzeugkomponenten
01:17:47
Für die Montage weiterer Fahrzeugteile, wie der Stoßstange und der Achsen, wird ein 3D-Drucksystem auf Basis von Gantry-Shafts und Sequential-Gear-Shifts entwickelt. Hierbei werden Schematics der Bauteile erstellt und Deployern zugewiesen, die diese präzise an den vorgesehenen Positionen platzieren. Das System ermöglicht eine automatisierte und genaue Platzierung der Teile auf dem Fahrgestell. Es werden Deployer mit Slime-Kleber verwendet, um die Schematics stabil zu positionieren, und mit Frogports werden die benötigten Radial-Chassis-Chassis just-in-time angeliefert.
Lösung von Konstruktionsproblemen mit Klebestrukturen
01:25:44
Während des Betriebs des 3D-Drucksystems tritt ein kritisches Problem auf: Ein Deployer versucht, den gesamten Bodenblock mitzuliefern, anstatt nur das spezifische Bauteil. Dies führt dazu, dass die Montagestation blockiert wird. Die Ursache liegt in der Klebestruktur des Schematics, die den Boden anhaftet. Um das Problem zu beheben, wird das Schematic angepasst, indem die Klebestände entfernt und die Positionierung neu festgelegt wird, sodass nur noch das eigentliche Bauteil montiert wird und keine unerwünschten Mitnahmeeffekte entstehen.
Integrierte Steuerung und Logistik für Endmontage
01:31:40
Für die Endmontagestation wird eine integrierte Steuerung mit einer Vertical Gearbox und einem Sequential-Gear-Shift konzipiert. Diese ermöglicht einem Gantry, sich entlang der Fahrzeugachse zu bewegen und Bauteile an den richtigen Stellen zu platzieren. Das Fabriknetzwerk wird um das Zentrallager erweitert, das Waxed Copper Slabs für den Bau von Kardantunneln bereitstellt. Über Frogports und Targets werden diese Materialien just-in-time zur Baustelle bestellt, um eine reibungslose Endmontage zu gewährleisten.
Fehlerbehebung und erfolgreicher Einbau des Kardan-Tunnels
01:38:32
Zunächst wird die Positionierung von Onkel Hopper optimiert, um Platz für den Kardan-Tunnel zu schaffen. Dieser lässt sich jedoch nicht direkt platzieren, da er als Konstruktion nicht korrekt funktioniert. Nach dem Fehlerbehebungsprozess wird ein Barrel verwendet, um das Konstrukt zu stabilisieren und ihm ein Inventar zu geben. Beim dritten Versuch kann der Kardan-Tunnel erfolgreich platziert und getestet werden. Die Fabrik wird aktiviert, um die Funktion im Gesamtzusammenhang zu überprüfen.
Testlauf der automatisierten Produktion
01:40:09Nach dem erfolgreichen Bau des Kardan-Tunnels wird die Produktion von Autos getestet. Die Fabrik ist so eingestellt, dass mehrere Autos gleichzeitig gebaut werden. Der Prozess beginnt mit der Erstellung der Sättel und der angelieferten Reifen. Das Just-in-Time-Prinzip sorgt dafür, dass benötigte Items zur richtigen Zeit an der richtigen Station ankommen. Jede Station führt eine spezifische Aktion aus, und die Konfiguration jedes Autos wird mit durch die Fabrik transportiert.
Planung der Endmontage und Konfigurationssystem
01:43:09
Die Vormontage ist erfolgreich, nun folgt der komplexere Teil der Endmontage. Hierbei wird ein Paketsystem verwendet, das eine Warteschlange für Bestellungen verwaltet. Das System liest die Konfiguration jedes Autos aus, die z.B. Lackfarbe und Lenkrad definiert, und bereitet die Pakete für jede Station vor. Ziel ist es, dass Benutzer eigene Sonderbestellungen eingeben können. Analog Hebel speichern verschiedene Konfigurationen für die individuellen Autos.
Mechanische Herausforderungen bei der Übergabe
01:48:00
Nach der Vormontage muss das Fahrwerk zur Endmontage übergeben werden. Hierfür wird ein Gantry-System benötigt, das das Auto horizontal bewegt. Probleme entstehen, da der Gantry das Auto nicht mitnehmen kann, ohne es zu beschädigen. Nach mehreren Umbauten und Tests wird ein System aus Mechanical Pistons und Sequential Gearshifts entwickelt, das das Auto sicher anhebt und transportiert. Der Mechanismus muss mit dem Takt der Fabrik synchronisiert sein.
Implementierung des Transport- und Recyclingsystems
01:52:27
Ein neues Transportsystem wird konzipiert, um das Auto von der Vormontage zur Endmontage zu bringen. Ein Gantry soll das Auto anheben und auf eine zweite Gantry-Linie übertragen. Da direkte Übertragungen fehlschlagen, wird ein System mit Encased Chain Drives entwickelt. Ein recyceltes Gantry kehrt zur Produktionsstraße zurück, um wieder für neue Autos bereit zu stehen. Die Gantries müssen von alleine zurückkommen, was per Observer und Sticky Pistons realisiert wird.
Fehlgeschlagene Versuche und neue Lösungsansätze
02:20:47
Die Übertragung des Autos auf die neue Gantry-Linie scheitert, da der Gantry das Auto nicht aufnimmt. Ein Deployer, der Guntries von oben setzen soll, funktioniert nicht wie gewünscht. Nach vergeblichen Versuchen, das Gantry-System zu korrigieren, wird ein neuer Ansatz gewählt: das Auto wird mit einem Encased Chain Drive transportiert. Das Gantry wird nicht übernommen, sondern die Transportelemente werden durch die Fabrik bewegt.
Erfolgreicher automatischer Transportzyklus
02:25:42
Nach mehreren Fehlern wird ein einfacheres Konzept umgesetzt: Das Auto wird mit einem Encased Chain Drive zur Endmontage transportiert. Die Fabrik wird aktiviert, um mehrere Autos gleichzeitig zu produzieren. Das Auto erfolgreich zur Endmontage befördert, während das recycelte Gantry zur Startproduktion zurückkehrt. Der Transportzyklus, inklusive des Recyclings, funktioniert nun fehlerfrei und synchronisiert.
Integration des automatischen Gantry-Austauschs
02:30:39
Das Recyclingsystem wird verfeinert. Wenn ein Gantry zur Endmontage geht, wird automatisch ein neues Gantry auf die Produktionsstraße gesetzt. Ein Sequential Gearshift steuert die Bewegung. Der Austausch wird per Observer getriggert, der ankommt, um sicherzustellen, dass genug Gantries verfügbar sind. Dies ermöglicht einen nahtlosen und kontinuierlichen Produktionsprozess, bei dem das System ohne manuelle Eingriffe läuft.
Automatisierung des Gantry-Transports
02:35:06
Nachdem die erste Produktionswelle erfolgreich beendet wurde, wurde das Problem der automatisierten Platzierung neuer Gantries gelöst. Nach anfänglichen Schwierigkeiten und einem Test zur Funktionsfähigkeit wurde eine Lösung mit Sequential Gearshift, Turntable und Deployer entwickelt. Diese Lösung ermöglicht es, dass ein ankommendes Gantry ein neues an der richtigen Stelle platziert, während sich das Alte zurück zum Eingang bewegt. Der gesamte Vorgang wurde mit Redstone-Signalen getaktet und für den automatisierten Betrieb in die Fabrik integriert.
Test der vollautomatisierten Produktion
02:42:40
Nachdem das System für den Gantry-Transport implementiert war, wurde die gesamte Fabrik auf vollautomatischen Betrieb umgestellt. Es wurde getestet, ob mehrere Fahrzeuge im Takt produziert werden können, ohne dass es zu Fehlern oder Störungen kommt. Beobachtet wurde der reibungslose Transport der Fahrwerke und die korrekte Bestellung neuer Gantries aus dem Lagersystem. Die Produktion lief störungsfrei und demonstrierte das funktionierende Just-in-Time-System der Fabrik.
Bau der Hauptmontagehalle
02:54:05
Nach Abschluss der Vorproduktion konzentrierte sich der Bau auf die Errichtung der Hauptmontagehalle. Hier wurden die Produktionsstraßen festgelegt, wobei ein Abstand von 12 Blöcken zwischen den Stationen gewählt wurde. Ein Rotation Speed Controller und ein Gantry wurden installiert, um die Fahrzeuge gleichmäßig durch die Halle zu bewegen. Gleichzeitig wurde ein Sicherheitssystem entwickelt, um zu verhindern, dass sich die Fahrzeuge in der Transportachse stauen, wenn die Fabrik angehalten wird.
Tests und Optimierungen des Systems
03:13:01
Die fertige Anlage wurde auf Stabilität und Fehlerfreiheit getestet. Es wurden verschiedene Szenarien durchgespielt, darunter das Anhalten und Fortsetzen der Produktion sowie das Einfügen einzelner Aufträge in einen laufenden Prozess. Dabei zeigte sich, dass die Fabrik selbst bei Störungen und Pausen synchron blieb und reibungslos weiterlief. Abschließend wurde das System optimiert, um potenziellen Lag zu verhindern und eine noch stabilere Produktion zu gewährleisten.